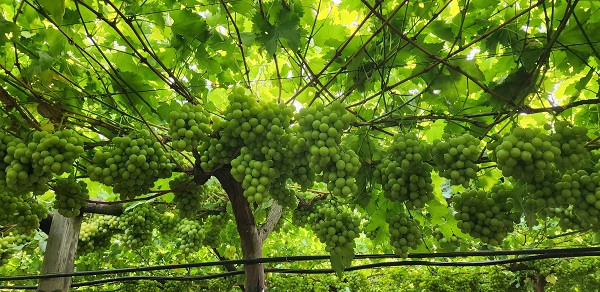
![]() La saison du raisin de table vit ses derniers jours au Lac du Soleil, dans la Berg River, l'une des exploitations de raisin de table d'In2fruit, où les derniers raisins Adora Seedless et Scarlotta Seedless sont cueillis - puis emballés sur place, dans les vignobles.
La saison du raisin de table vit ses derniers jours au Lac du Soleil, dans la Berg River, l'une des exploitations de raisin de table d'In2fruit, où les derniers raisins Adora Seedless et Scarlotta Seedless sont cueillis - puis emballés sur place, dans les vignobles.
« La pluie est heureusement arrivée tard dans la saison, alors qu'il ne nous restait plus que des Scarlotta Seedless et des Adora Seedless à emballer. Nous avons entouré tous les Adora de plastique pour éviter qu'ils ne s'abîment », explique Gerhard Olivier, directeur de Lac du Soleil. « Heureusement, la pluie n'a pas endommagé nos raisins. »
Raisin Autumncrisp
Lac du Soleil est une jeune exploitation viticole, développée depuis 2016 sur 60ha, avec Adora Seedless, Sweet Celebration, Autumncrisp, Arra 15, Sweet Sapphire, Sweet Globe, Scarlotta Seedless et, jusqu'à l'année dernière, Crimson.
Ils ont décidé d'éliminer les blocs de Crimson au cours des deux dernières années, car son rendement était inférieur à celui des autres variétés, explique Gerhard, et parce que les baies ne se coloraient pas facilement, ce qui pourrait être lié au fait que leur région est trop chaude.

Vignes âgées de quatre mois sur le lac du Soleil ; tous les vignobles sont couverts
« Le premier bloc de Crimson a été remplacé en 2021 par 5 ha de Sweet Globe, dont la première récolte a eu lieu cette année (3 600 cartons), et le deuxième bloc a été remplacé l'année dernière par Autumncrisp, qui sera récolté l'année prochaine. »
L'exploitation, détenue par In2fruit, conditionnera un peu plus de 420 000 cartons cette saison, avec un pic de 446 000 cartons en 2020/21.
« Notre production est très stable, elle est toujours supérieure à 7 000 ou 8 000 cartons par hectare. »
Le conditionnement au champ convient aux programmes d'emballage faciles
« Dès le début, nous avons emballé dans le champ parce qu'il s'agissait d'une nouvelle ferme sans revenu, nous avons dû chercher la façon la moins coûteuse et la meilleure d'emballer des raisins de bonne qualité. L'emballage dans le champ offre toujours l'avantage de réduire au minimum la manipulation des raisins », note-t-il.
Des plans ont été élaborés pour la construction d'un entrepôt, mais comme il ne serait utilisé que huit à dix semaines par an, il n'était pas rentable d'aller de l'avant.

« À l'avenir, il est prévu de construire un entrepôt plus petit pour réaliser des emballages spécialisés tels que des barquettes mixtes et des programmes d'emballage spéciaux pour les raisins XXL afin d'ajouter de la valeur au revenu de la production, tout en continuant à employer une équipe plus petite sur le terrain pour emballer les programmes d'emballage plus faciles à l'extérieur ».
« Pour l'emballage au vignoble, nous avons quatre groupes avec 24 stations d'emballage. Chaque station compte trois personnes associées à un numéro de table spécifique. Nous visons à livrer une palette de raisins par table et, une fois l'objectif atteint, chaque table reçoit une prime pour chaque carton supplémentaire qu'elle emballe. Ils plient leurs propres cartons, coupent les grappes et les pèsent, puis les emballent sous diverses formes en fonction des programmes et des spécifications. Lorsque le carton est complet à 100 %, il reçoit un autocollant. »

Pesée et emballage des raisins Arra 15
Chaque table porte un numéro et un autocollant portant le numéro correspondant est apposé sur chaque carton, de sorte que tout problème puisse être imputé à une table spécifique.
Les cartons sont ensuite conduits vers la zone de palettisation où ils sont empilés et inspectés avant d'être refroidis.
« Nous disposons également de nos propres équipes d'assurance qualité, affectées à chaque groupe d'emballeurs. Elles utilisent des tablettes pour effectuer des inspections tout au long de la journée sur le terrain, mais aussi dans la zone de palettisation où les cartons sont prélevés au hasard et inspectés. Toutes ces données sont enregistrées en direct et peuvent être récupérées, et tout problème éventuel peut être résolu immédiatement afin de garantir un niveau de qualité élevé et constant. »

La salle de palettisation où les cartons sont inspectés
Il y a deux ans, l'entreprise a construit sa propre chambre froide, avec cinq tunnels de refroidissement forcé qui peuvent chacun faire descendre 21 palettes (un conteneur) à 0°C en 16 à 18 heures environ, en fonction de la température extérieure, ainsi qu'une grande salle d'attente où peuvent être conservées environ 200 palettes.
« Nous pensons donc qu'il est plus avantageux de refroidir les raisins le plus rapidement possible. »
Il remarque que les retards de chargement au port du Cap les ont obligés à courir un peu partout, à la recherche de conteneurs supplémentaires. « L'équipe logistique a fait un excellent travail, tout s'est bien passé et nous n'avons jamais eu à arrêter l'emballage. »

L'un des cinq tunnels de refroidissement forcé
« Notre objectif est de refroidir les raisins et de les placer dans un conteneur vers la bonne destination dans les 48 heures suivant la récolte. Seuls les raisins destinés aux marchés stériles sont transportés dans des camions frigorifiques vers des tunnels de refroidissement stériles dans des chambres froides spécialisées.
Tous les blocs sont protégés par des filets, ce qui s'est avéré très utile pour lutter contre les dégâts causés par le vent et les oiseaux.
« Dans notre région, les oiseaux peuvent faire beaucoup de dégâts, et lorsque quelques baies sont picorées et commencent à se détériorer, l'infection se propage aux baies environnantes, ce qui entraîne des coûts de main-d'œuvre supplémentaires et un rendement plus faible en raison d'un gaspillage plus important - en particulier lorsqu'il pleut sur ce type de raisin. »
Canaan bunch competition  L'industrie sud-africaine du raisin de table a lancé cette année un concours de grosses grappes, baptisé Canaan bunch competition, afin de récompenser la grappe la plus grosse et la plus lourde.
L'industrie sud-africaine du raisin de table a lancé cette année un concours de grosses grappes, baptisé Canaan bunch competition, afin de récompenser la grappe la plus grosse et la plus lourde.
A droite : Gerhard Olivier avec la participation du Lac du Soleil au concours : une grappe de 3,025 kg de Sweet Celebration.
« J'ai marqué quelques grappes naturellement plus longues. D'habitude, nous coupons les grappes à une certaine longueur pour obtenir une grappe de 550 à 600 g. Sur la Sweet Celebration, nous laissons généralement une longueur de 3,02 kg à la grappe. Pour la Sweet Celebration, nous laissons généralement entre 60 et 70 grains, car le poids des baies est de 8 à 9 g pour la Large, de 9 à 12 g pour la XL et de 12 à 16 g pour la XXL. Il s'agit donc d'une grappe que nous n'avons jamais raccourcie ou taillée, nous l'avons laissée pousser naturellement. »
 Pour plus d'informations :
Pour plus d'informations :
Gerhard Olivier
Lac du Soleil
[email protected]
https://in2fruit.co.za/lac-du-soleil/